ТСКЯН№бЙж§ФЃОпПЊФЃЪБМфМѕЩй30%ЃЁ3DДђгЁРфШДЫЎТЗЦ№ЙиМќзїгУ
ИљОн3DПЦбЇЙШЕФЪаГЁЙлВьЃЌЫцаЮРфШДЫЎТЗЪЧбЁЧјМЄЙтШлЛЏ3DДђгЁММЪѕЮЊФЃОпРфШДДјРДЕФБфИяадгІгУЁЃдіВФжЦдьММЪѕЕФгІгУЃЌБмУтСЫДЋЭГЙЄвеНЛВцзъПзЕФЯожЦЃЌетЪЙЕУФЃОпЩшМЦЪІФмЙЛИљОнРфШДвЊЧѓЩшМЦВЛЭЌЕФЫцаЮРфШДЛиТЗЃЌЪЙЕУФЃОпвдвЛжТЕФЫйЖШРфШДЩЂШШЃЌДйНјРфШДЕФОљдШадЃЌМѕЩйРфШДЪБМфЁЃ
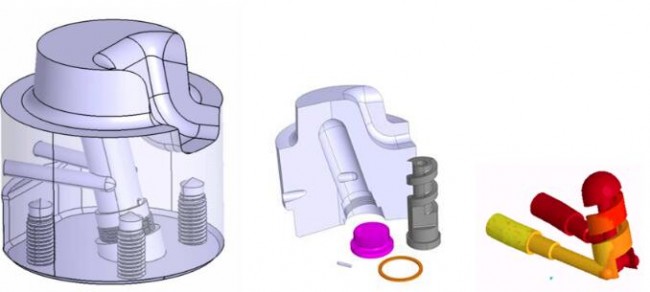
БОЦк3DПЦбЇЙШНЋЗжЯэвЛИіТСКЯН№ИпбЙж§дьФЃОп3DДђгЁгІгУАИР§ЁЃдкетвЛгІгУжаЃЌЭЈЙ§ЕТЙњЭЈПь3DДђгЁЩшБИжЦдьЕФННПкЗжСїЦїДјгаЫцаЮРфШДЫЎТЗЃЌЪЙЕУбЙж§ФЃОпПЊФЃЪБМфМѕЩй30%ЃЌФЃОпЪйУќЕУвдЬсЩ§ЃЌзюжеНЋЬсЩ§бЙж§ЩњВњЯпЕФВњФмЁЃ

TruPrint 3000 3DДђгЁЩшБИМгЙЄ H13 ФЃОп©ЭЈПь
ЬсЩ§бЙж§ЯпВњФм
 РфШДСїЕРгХЛЏЬсИпРфШДаЇТЪ РфШДСїЕРгХЛЏЬсИпРфШДаЇТЪ
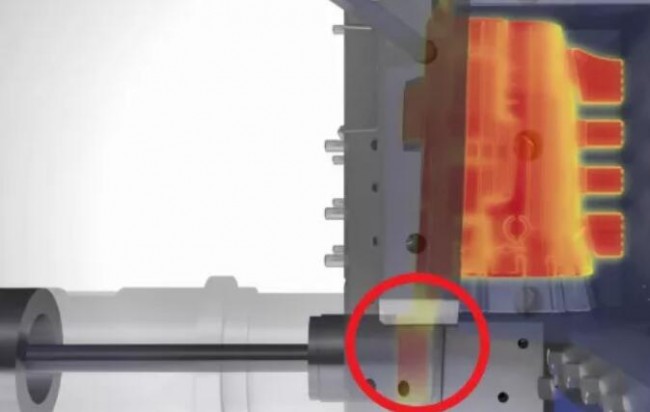
ТСКЯН№ИпбЙж§дьЕФФЃОпГпДчЭЈГЃПЩДя 1 УзЁС 2 УзЃЌбЙСІПЩДя 80 ЖжЁЃКЯФЃжЎКѓЮТЖШИпДя 700 ЖрЩуЪЯЖШЕФТСЫЎдкВЛЕН 1 УыЕФЪБМфФкБЛбЙШыФЃЧЛЃЌВЂбИЫйРфШДФ§ЙЬГЩТСКЯН№ГнТжЯфПЧЬхВњЦЗЁЃ
ЖјбЙж§ВњЯпЕФВњФмШЁОігкПЊФЃЪБМфЕФГЄЖЬЃЌШчЙћФмЬсИпОжВПЙ§ШШЧјгђЕФРфШДЫйЖШЃЌОЭФмДѓДѓЫѕЖЬТСЫЎРфШДФ§ЙЬЕФЪБМфЃЌЪЕЯжЖЬЪБМфПЊФЃЃЌДѓДѓЬсЩ§ВњФмЁЃ
 ТСКЯН№ИпбЙж§дьСїГЬ©ЭЈПь ТСКЯН№ИпбЙж§дьСїГЬ©ЭЈПь
дкетИіАИР§жаЃЌННПкЮЛжУгЩгкБкКёИќДѓЃЌЛ§ОлСЫИќЖрЕФТСЫЎЃЌдкРфШДЙ§ГЬжаЮТЖШЪМжеИпгкЦфЫћВПЮЛЃЌЬсЩ§ИУДІЕФРфШДЫйЖШГЩЮЊЫѕЖЬПЊФЃЪБМфЕФЙиМќЁЃ
 ©ЭЈПь ©ЭЈПь
ДЋЭГННПкЗжСїЦїЕФРфШДСїЕРЩшМЦЪЧЭЈЙ§зъПзВЂАВзАвЛЬзРфШДЛиСїЕФзщМўРДЪЕЯжЖдИУДІЕФОжВПРфШДЁЃетбљЕФРфШДСїЕРЩшМЦЃЌЪЙЕУРфШДЫЎОрРыФЃОпБэУцЕФОрРыНЯдЖЃЌВЂЧвФЃОпЕФВЛЭЌЮЛжУРфШДВЛОљдШЁЃ
 ©ЭЈПь ©ЭЈПь
гаСЫ 3D ДђгЁММЪѕКѓЃЌОЭПЩвдЖдРфШДСїЕРзіНјвЛВНгХЛЏЃЌЩшМЦГЩИќЬљНќФЃОпБэУцЕФЫцаЮРфШДСїЕРЃЌВЂЧвПЩвдЭЈЙ§ 3D ДђгЁвЛЬхЛЏГЩаЭЃЌЮоашКѓајЕФМгЙЄЛђзАХфЃЌСїЕРОрРыФЃОпБэУцЕФЦНОљОрРыЮЌГждк 3mmЁЃ
 ©ЭЈПь ©ЭЈПь
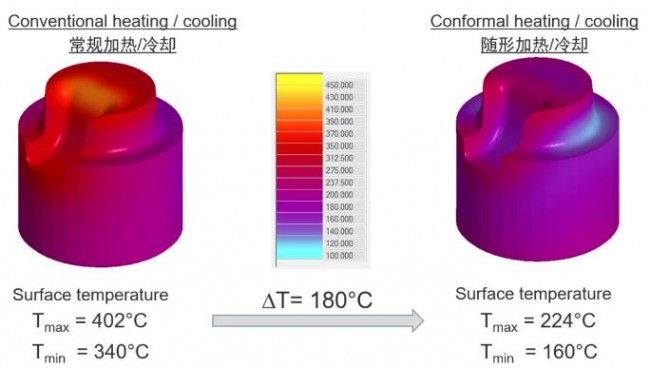
ОЙ§гХЛЏКѓ 3D ДђгЁЕФННПкЗжСїЦїЪЕМЪЙЄзїЙ§ГЬжаЕФзюДѓЮТЖШНі 224 ЩуЪЯЖШЃЌБШДЋЭГМгЙЄЕФСуМўЕФзюДѓЮТЖШНЕЕЭСЫ 180 ЩуЪЯЖШЃЌВЂЧвБэУцЮТЖШЕФОљдШадвВИќКУЁЃ
 ©ЭЈПь ©ЭЈПь
3DДђгЁбЙж§ФЃОпННПкЗжСїЦїВЛНіЫѕЖЬСЫ 30% ЕФПЊФЃЪБМфЃЌВЂЧвЬсЩ§СЫФЃОпЕФЪЙгУЪйУќЁЃ
 ©ЭЈПь ©ЭЈПь
ПЫЗўH13 ВФСЯ3DДђгЁЬєеН
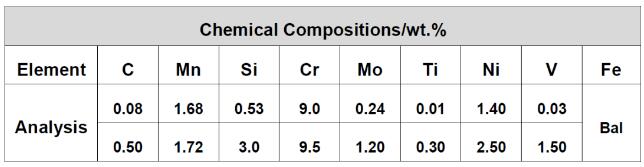
вдЩЯгІгУжаВЩгУЕФH13 ЪєгкШШзїФЃОпИжВФСЯЃЌОпгаНЯИпЕФШЭадЃЌФЭРфШШЦЃРЭадгыгХСМЕФШШЧПадЁЃ
 ЗлФЉГЩЗжБэ©ЭЈПь ЗлФЉГЩЗжБэ©ЭЈПь
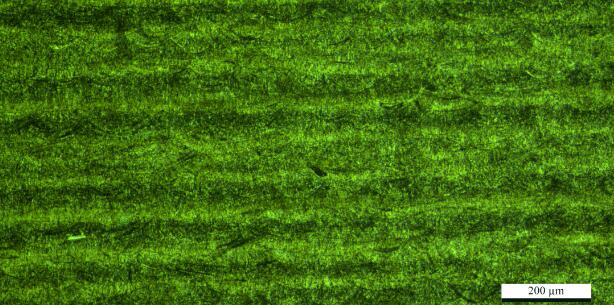
ЕЋH13ВФСЯдк 3D ДђгЁМгЙЄЙ§ГЬжаЬиБ№ШнвзПЊСбЃЌаЮГЩЮЂСбЮЦЃЌЕМжТзюжеВњЦЗЕФжТУмЖШКЭСІбЇадФмЯТНЕЁЃ
ДЙжБУцН№ЯрЭМ©ЭЈПь
ИљОнЭЈПьЃЌTruPrint 3000 ЩшБИжЦдьЕФННПкЗжСїЦїФЃОпH13 ЗлФЉВФСЯгЩ CMC ЙЋЫОЬсЙЉЃЌЦфH13 ВФСЯеыЖдбЁЧјМЄЙтШлЛЏ3DДђгЁгІгУНјааСЫГЩЗжгХЛЏЃЌдкБЃжЄадФмЕФЛљДЁЩЯНЕЕЭСЫВњЦЗЕФДрадЃЌФмЙЛБмУтЮЂСбЮЦЕФВњЩњЁЃЭЈЙ§ЖдВњЦЗЕФН№ЯрЗжЮіЃЌжТУмЖШДяЕН 99.9% вдЩЯЁЃ
|