以生产为导向的激光粉末床设备(LPBF)越来越多地采用多个激光器来提高构建速率。重叠视场使这些激光器能够在单独的部件上独立工作,或在单个大部件上协同工作。如此灵活地使用多束激光,既提高了生产率又降低了零件成本。
本文介绍了雷尼绍公司通过其四激光器金属3D打印设备 RenAM 500Q 对多激光器之间的相互作用,以及如何合理规划多激光器设备的激光策略进行了研究。研究人员考虑激光器和惰性气体流动之间的临界关系,以及一个激光器如何在特定情况下影响另一个激光器,可能导致材料性能下降。事实证明,激光的相互作用是与距离有关的,但不是你想象的那样。最后,我们将研究在高完整性组件上开发多激光器灵活性的策略。本文中所涉及的实验的更多细节可以通过AM指南获得,该指南在白皮书中名为《高完整性组件的多激光处理策略》(Multi-laser processing strategies for high-integrity components)。
多激光器设备

图1.不同材质粉末形貌
不同金属粉末材料所产生的飞溅会因尺寸、形状和数量的不同而存在显著差异,当然,多激光器设备在加工时会产生更多的飞溅,这使得有效的激光管理变得更加重要。
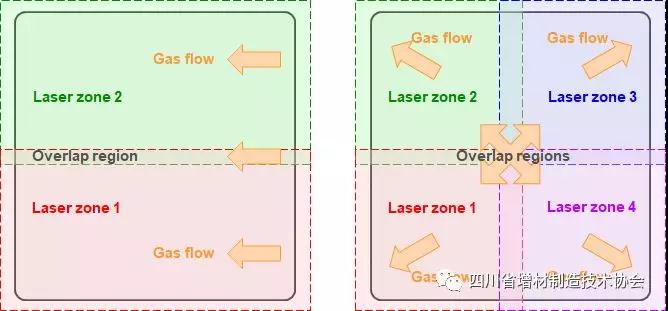
图2.多激光分区和气流配置
在多激光器3D打印设备种,当多个激光器在比较近的距离内工作时,一个激光器发射激光将影响到另一个激光器,这取决于它们在惰性气体流中所处的相对位置。当一个激光器处于另一个激光器的下风向时,其激光束会受到上风向激光熔融的影响。雷尼绍公司在《气体流动如何影响激光粉末床打印件性能》一书中,结合了线性或发散的气体流动,解释了第一代多激光器如何利用分区技术来避免这个问题。
然而这种方法存在几个缺点:
1.非对称构建导致生产率降低,这是因为在这种模式下,每个激光器具有不同的工作量,因此其中一部分激光器需要闲置等待其他激光器完成任务。
2.独立的光学系统可能难以对准,并且可能遭受相对于彼此的热漂移,当在较大的部件上工作时,会导致重叠区域中的不连续性。
3.不同的气流导致整个构建板上的熔化条件发生变化,特别是在中心区域。
而新一代多激光器3D打印设备(如雷尼绍的4激光器打印设备RenAM 500Q)具有完全激光重叠,因此每个激光器都可以处理整个构建板。这样就可以在每个打印层中高效利用到4个激光器,最大限度的缩短构建时间,这种设备还可以通过单个激光器对大型零件进行边界扫描,从而消除表面的不连续性。单个温度控制的振镜可防止激光器相对位置的热漂移。均匀的气体流动状态确保了构建板所有区域中的恒定条件。
多激光器相互作用研究
虽然这种采用激光完全重叠机制的多激光器设备有一定的优势,但这类技术仍存在着激光器之间互“不接受”的风险。激光在惰性气体气流中的相对位置是非常重要的,但是在打印构建准备期间将任务分配给激光器时,可以对此进行控制。

图3.打印的测试件
研究人员通过创建一系列3D打印圆柱体以及垂直拉伸试验对多激光器之间的相互作用进行了研究。在研究过程中,研究人员同时使用了4个激光器,并选择了一个4 x 4 阵列来探索各种激光器分配选项,样件采用的打印材料为 Inconel-625。
激光分配选择的影响
在单激光机器3D打印设备中,通常是在惰性气体流的下风向开始进行粉末材料的熔化,然后逐渐向上风向移动,这样做是为了最大限度地减少在同一打印层中遇到由激光器产生的飞溅的机会。在使用多个激光器3D打印设备时,仍可以使用这种策略。在试验中所使用的RenAM 500Q 3D打印设备中,这意味着激光从左到右进行处理。
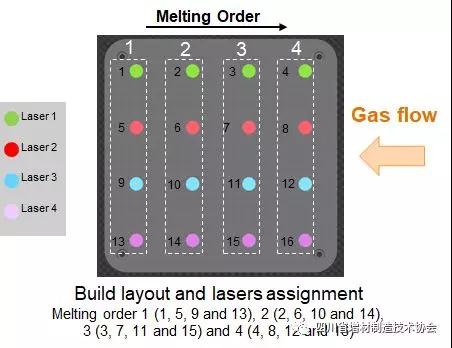
图4.列打印方式
在进行圆柱体样件3D打印时,其中一种激光扫描策略是,4个激光器同时对左边第1列(如上图:1,5,9,13)中的中的4个样品起作用,然后移动到下一个色谱柱,直到每个层完成。这种激光分配选择意味着每个激光器都在“清洁空气”中处理,没有受到其他激光的影响。
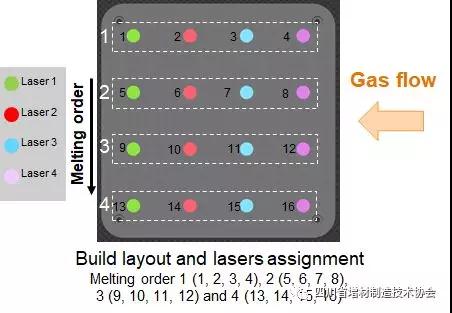
图5.行打印方式
相反,如果在加工圆柱体样件时采用行阵列的策略,如上图所示,激光器1 始终处于其他激光的下风向,激光器4始终处于其他3个激光的上风向,激光器2和3则既处于上风向也处于下风向。
还有一种激光扫描策略是,同时使用4个激光器构建每个圆柱体样件。如果使用条纹影线策略,可以将所有四个激光器组合在一起构建每个部件。
下图总结了这三个构建的拉伸测试结果。在每一种情况下,我们展示了16个试样的应力-应变曲线,并给出了平均断裂伸长率(在拉伸试验机负载下测量)以及方差系数(CoV),即标准差与均值之比。
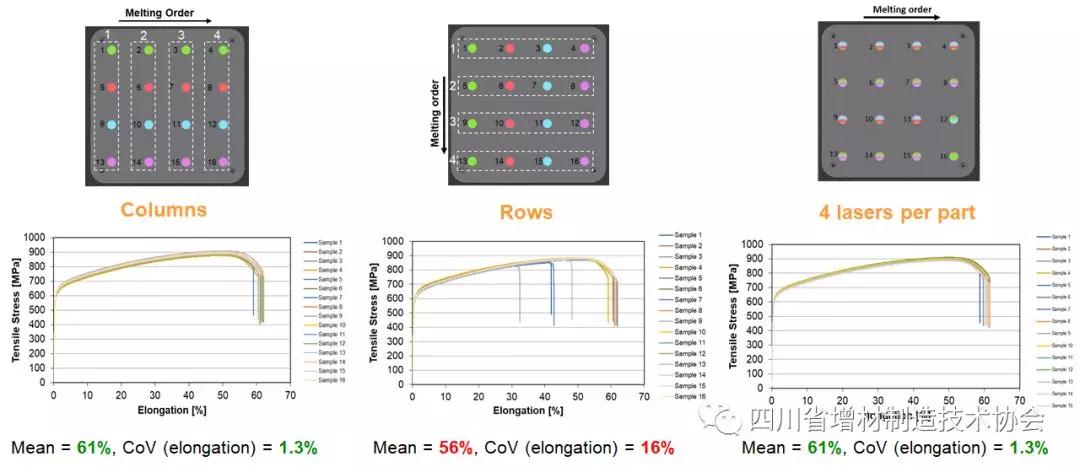
图6.数据比较图
上图- Inconel-625 拉伸试验数据,用于4×4型样品阵列的不同激光打印。列配置在床上显示一致的数据。相反,行配置会生成一些较弱的示例,所有这些示例都来自构建板的左侧(顺风方向)。有趣的是,较弱的样品与较强的样品遵循相同的应力-应变曲线;他们只是过早地失败了。当我们每部分使用4个激光器时,我们得到的结果与我们在列配置中看到的结果几乎相同。
这些数据表明使用同样一台设备,在特定情况下可能制造出质量差的零件。处在其他三个激光器下风向的加工会导致零件延展性损失,这在某些情况下足以降低材料的极限拉伸强度。我们也许会直观的认为几个激光器之间距离小是一件不好的事情,而使熔池之间保持更远距离将产生较好的结果。然而事实并非如此,研究人员认为使熔池紧密结合是更好的加工策略,如果每个激光器可以处理整个构建板,那么这将为人们提供灵活应用多激光器的机会。
熔池之间的距离
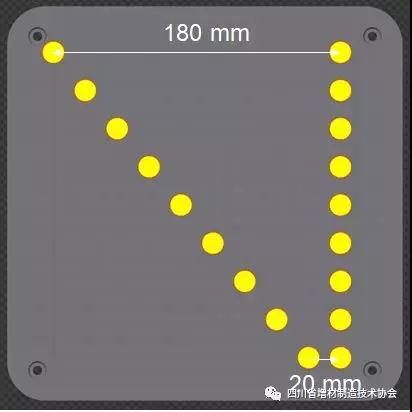
为了研究激光熔融金属的质量与熔池距离之间的关系,研究人员进行一种下风向激光与上风向激光具有不距离的打印构建试验。他们将三列样件放置在粉末床的上风向(右侧),并将第四列样件放置下风向(左侧)。
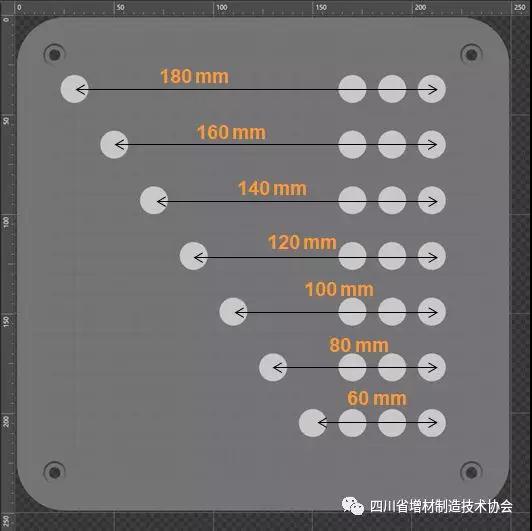
图7.熔池的距离
从上图中可以看出,处于最左边的一列样件,每一行与上风向样件之间的距离都不同。研究人员以行阵列的方式构建这些样件。当然,这个激光策略并非是构建高质量零件的方式,采用此策略的目的仅是用于研究测试。
在此情况下,研究人员使用热处理的Inconel-718 材料来说明这些效果,并补充其他几种材料的信息。
延展性
与之前试验中看的结果相似,处于下风向的样件延展性降低,而且它们的断裂伸长率变化更大。而处于右侧的样件,拉伸性能得到改善,并变得越来越一致:
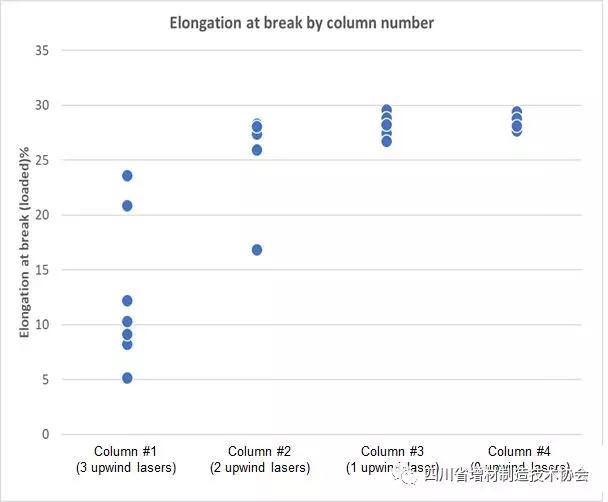
图8.不同列样件与熔池距离之间的关系
通过对处于不同列中的样件进行比对,可以看到与熔池距离之间的关系。下图显示出断裂伸长率的减少,这是因为研究人员在一系列材料中增加了下风向样件与上风向样件之间的距离。
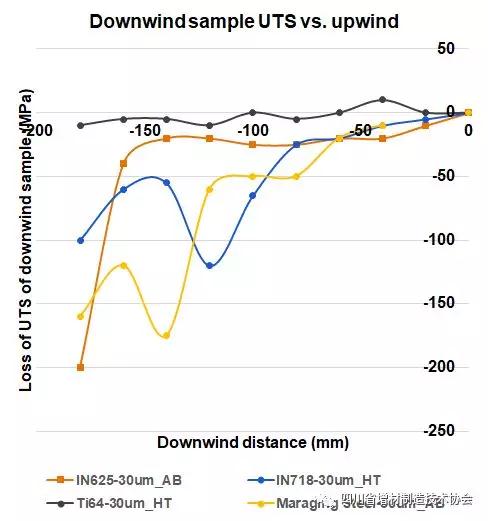
图9.断裂延伸率测试曲线
注意,所有这些值都是在负载下评估的,在拉伸试验机上测量。
同样,当进一步向下风向移动时,研究人员发现大多数材料的极限抗拉强度(UTS)下降,唯一的例外是Ti6Al4V。

图10.极限抗拉强度测试曲线
机械性能和下风向距离之间的关系在不同材料之间略有不同,这是由于它们的飞溅产生和拉伸行为是不同的。但是可以看到,越往下风向,对材料特性的影响就越大。在上述试验中,如果熔池距离保持在60毫米左右,则影响很小,但是在较大激光分离的情况下,退化明显增加。由此可以看到,最好是使熔池距离近一些。
熔化行为的变化,激光互动机制
那么,导致下风向样件机械性能和熔化质量下降的根本原因是什么? 下风向激光如何受到上风向相邻激光的影响?
有三种可能的互动机制:
1.通过空气中的冷凝物削弱聚焦 - 导致激光点强度降低

2.空气飞溅和冷凝物的阻塞 - 阻碍全部激光能量到达粉末床
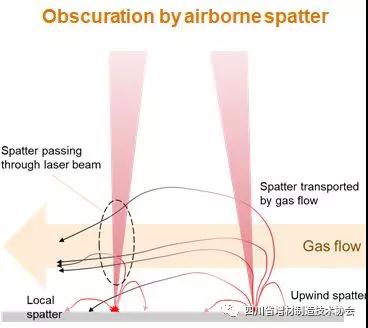
3.组件中加入了飞溅物 - 粉末床中存在的大颗粒使粉末免受激光能量的影响
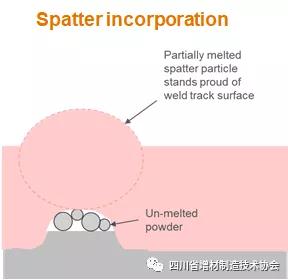
这些三种互动机制是相互影响的,激光能量强度的损失导致熔化过程的激烈程度下降,进而使飞溅以较低的速度出现,从而落在更接近熔池的地方,增加飞溅物随后掺入组件中的可能性。
表面粗糙度和熔化缺陷
下风向样件的较弱机械性能是由熔化行为变化引起的。研究人员在预加工样件的表面粗糙度中看到了有关证据,这与拉伸强度的损失(如下图所示)和延展性密切相关。在表面可以看出材料质量的降低,这是下方向激光器出现散焦的证明。表面粗糙度可以作为不利激光相互作用的指标。

图11.28个718拉伸试样的表面粗糙度和极限抗拉强度曲线(热处理)
上图是28个经过热处理的Inconel-718拉伸试样的表面粗糙度和极限抗拉强度图。 表面粗糙度是机械性能的良好指标。
当观察拉伸断裂表面时,可以看到固化材料在其最薄弱点处的质量。 对于处在最下风向的样件,研究人员在断裂表面观察到许多缺陷,表面光滑证明层间缺乏熔合。 由于在这些熔体缺陷处裂缝表面的加速聚结,因此发生过早失效,在周围材料上施加更多应力并降低试样的强度。

图12.下风向Inconel-718样件拉伸样品的断裂表面SEM图像(热处理)
上图为热处理 下风向Inconel-718样件拉伸样品的断裂表面SEM图像。平滑缺陷区域与构成大部分断裂表面的粗糙延性断裂区域形成对比。下层的熔体轨迹的上表面清晰可见,表明在这些缺陷区域中没有熔合。
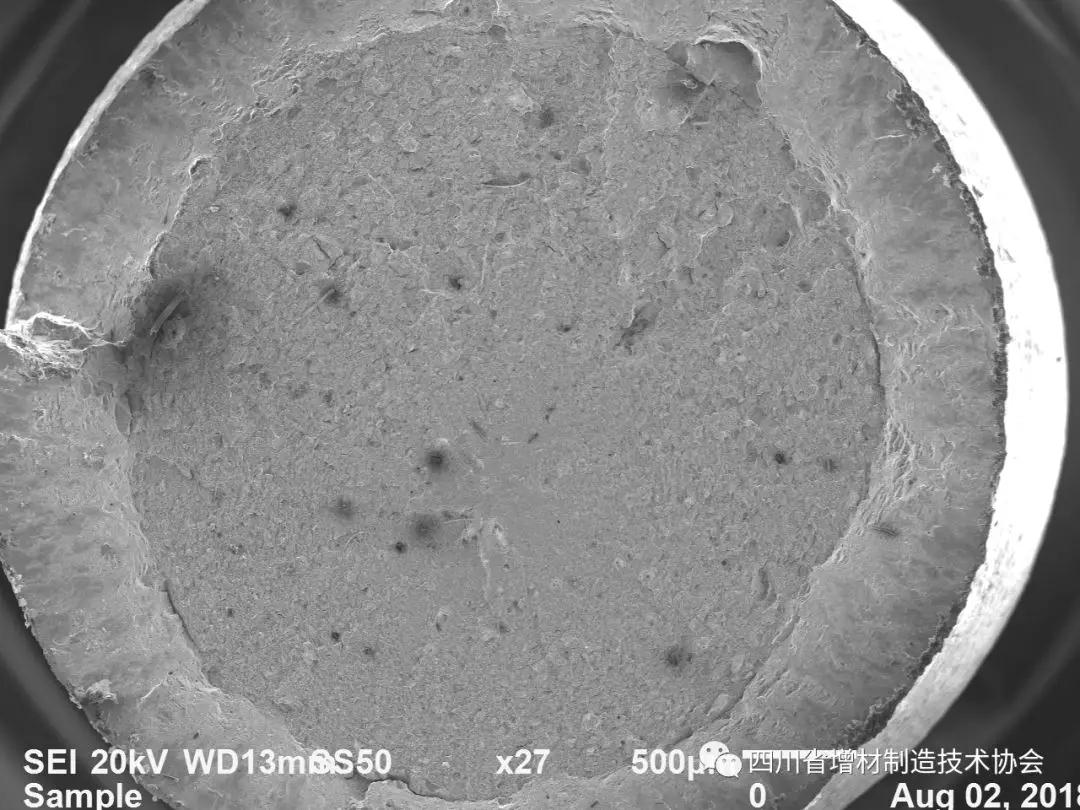
图13.缺陷断裂面图
在这个极端的例子中,在6毫米规格直径上分布有大约100个缺乏熔合缺陷。同时,上风向样件没有明显的缺乏熔合缺陷,并呈现出典型的“杯形和锥形”延性断裂面(如上图所示)。
熔池分析
研究人员也可以观察到不一致熔化行为的证据。 在可见和红外波长下的实时熔池监测表明,在处于不利的下风向位置的激光熔融过程中,熔池活力和一致性会发生可测量的变化。 较短的可见波长表明强度的变化增加 ,而较长波长的红外数据表明下风向熔池发出的热量较少。
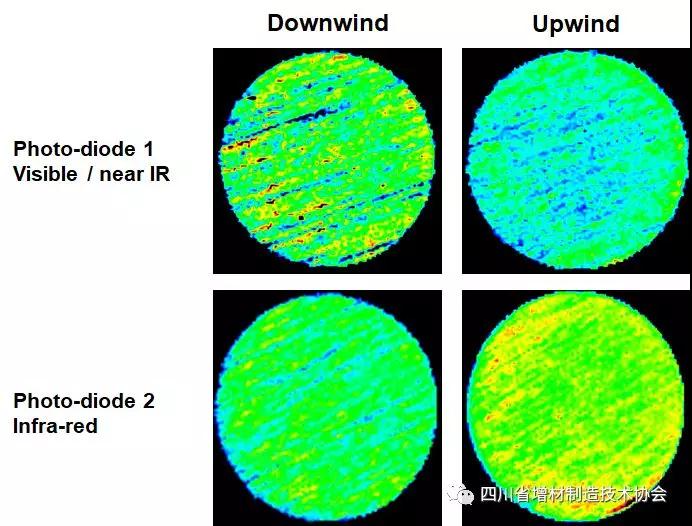
图14.熔池监控数据图
上图为通过Renishaw 过程中质量控制软件InfiniAM监控的熔池数据,显示了在两个不同光谱带中的下风向样品和上风向样件的光谱熔池数据。
上风向激光器数量的影响
研究表明,上风向激光器的数量是决定下风向激光熔化质量损失的关键因素。研究人员将两个激光器的3D打印样件拉伸试验结果与四个激光器的结果进行了对比,发现上风向单个激光器的过程排放量减少,因此预计对下风向激光器的影响会有所减少。
该试验中下风向激光器打印的样件的表面比先前测试的样件更为光滑,并且表现出更接近基线条件的拉伸性质。 处于下风向的样件延展性仍受影响,但这些不足以将强度显著降低。

图15.上风向延伸率与极限抗拉强度测试曲线
在两个激光器的3D打印试验中,研究人员仍然观察到下风向样件断裂表面存在一些缺陷,但是相比四个激光器试验中的下风向样件,其缺陷数量要少得多,在同样的直径范围内,该试验结果是10个缺陷,而之前的试验中观察到的缺陷数量为100个。与四激光器试验样件相比,缺陷的尺寸也小得多,在本试验中缺陷尺寸小于等于150微米,之前试验中尺寸近500微米。
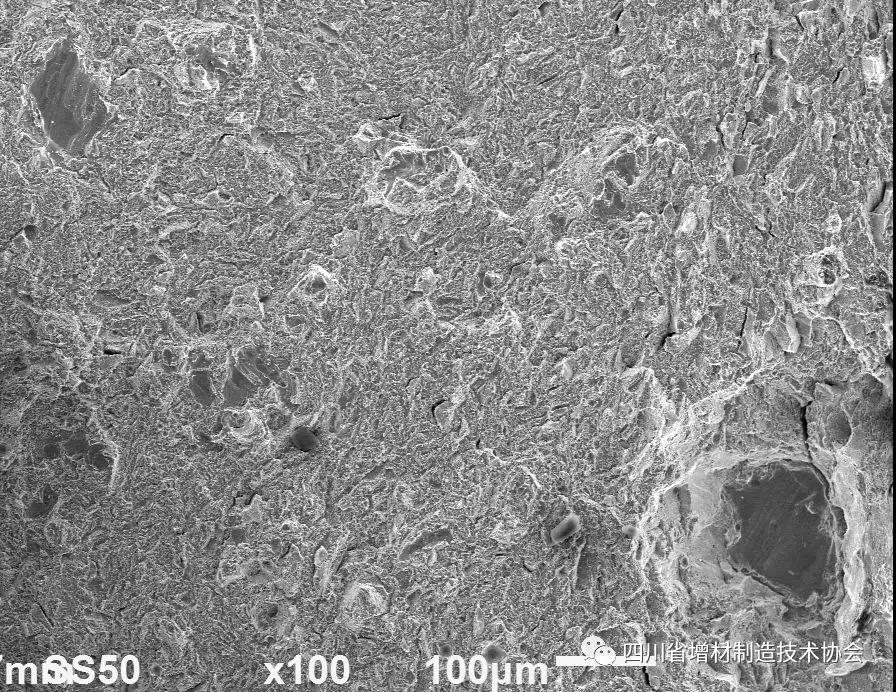
图16.上方向缺陷尺寸大小
由于两个激光器的3D打印的试验中,下风向激光器仍会受到影响,因此仍应避免两个熔池之间距离过大,但是在两个激光器的情况下,熔池距离增加到100毫米。
打印层厚的影响
通常如果每个打印层的厚度较大,就需要使用较高功率的激光,进行更高的能量输入,这将导致较大的熔池,也可能产生更多的飞溅。此外,较高的激光功率会产生更强烈的激光光斑,从而产生更强烈的蒸汽羽流和更多的冷凝物。如果从这一点上来推测,层厚较大时下风向打印样件将受到更严重的影响。
然而,研究人员通过测试发现,厚度差别所产生的影响很小。在测试时,研究人员分别采用了30微米和60微米两种层厚来打印 Inconel-718 样件,但是两种不同层后的经过热处理的Inconel-718样件得到的测试结果非常相似(如下图所示)。
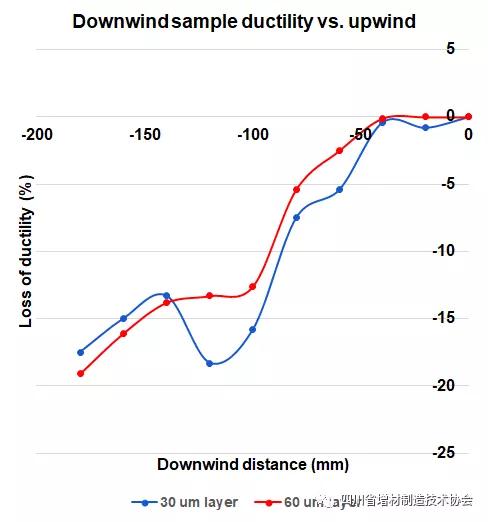
图17.不同层厚延伸率测试曲线
可以看出,两种不同层厚样件的机械性能退化与熔池距离之间的关系非常接近。虽然其中每个数据点存在一些细节差异,一旦考虑了交互过程的随机性质,这些结果基本相同。
哪种因素影响最大?
在上述研究中,研究人员探讨了影响下风向熔化质量的三个因素,即:去聚焦、遮蔽和飞溅掺入。 前两个因素通过空气传播的颗粒干扰下风向激光束,而第三个因素发生在粉末床表面。 那么,在这三个因素中,哪一个对下风向熔化质量的影响最大呢?
为此,研究人员使用新的激光扫描策略进行了测试。在新测试中,激光器进行列阵列扫描,首先熔化最上风向的样件,然后熔化处于下风向的样件。这意味着下风向样件不再受到前两个因素的影响,但是仍然会受到第三个因素的影响。
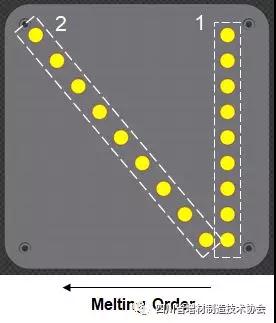
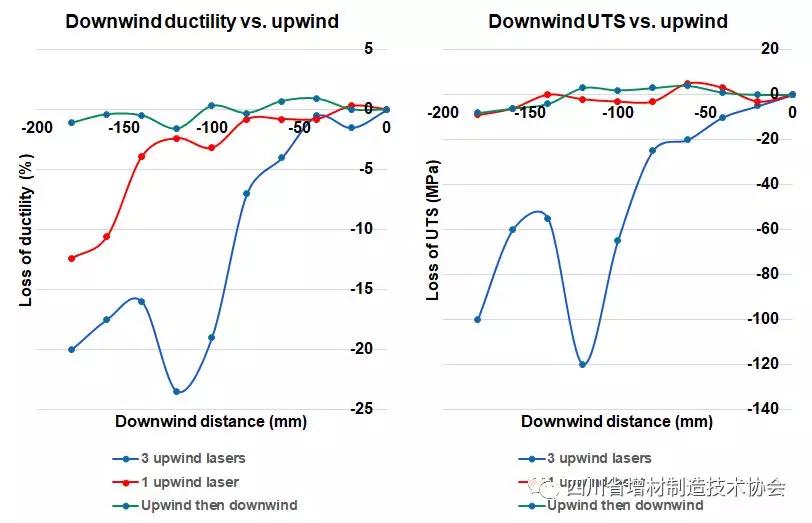
图18.下方向延伸率与极限抗拉强度测试曲线
在上图中,最上方两条曲线下风向打印样件分别在3个上风向激光器和1个上风向激光器空气传播因素影响下的测试结果,最下方曲线为下风向打印样件仅在表面飞溅因素(upwind then dowwind)影响下的测试结果。
在该试验中,下风向样件显示出拉伸性能的降低非常小,并且它们的表面粗糙度也几乎不受影响。上风向产生的碎片对熔化性能的影响很小。研究人员认为,这些结果也表明多激光之间相互发生作用的主要因素是去聚焦、遮蔽这样的空气传播因素。
研究人员提示,该试验是基于雷尼绍的多激光器3D打印设备RenAM 500Q 中进行的,不同的多激光器3D打印设备所发生的激光相互作用结果也将有所差异。
多激光器3D打印策略
通过上述研究,研究人员已经找到了多激光器3D打印设备中影响打印样件质量的因素,那么,应该如何将这些知识应用于多激光器设备的3D打印中呢?
-用多激光器设备批量生产多个零件
当零件阵列尺寸等于或大于激光器数量时,可以选择为每个零件分配一个激光,并以“列”的方式进行打印,激光器向上风向移动。
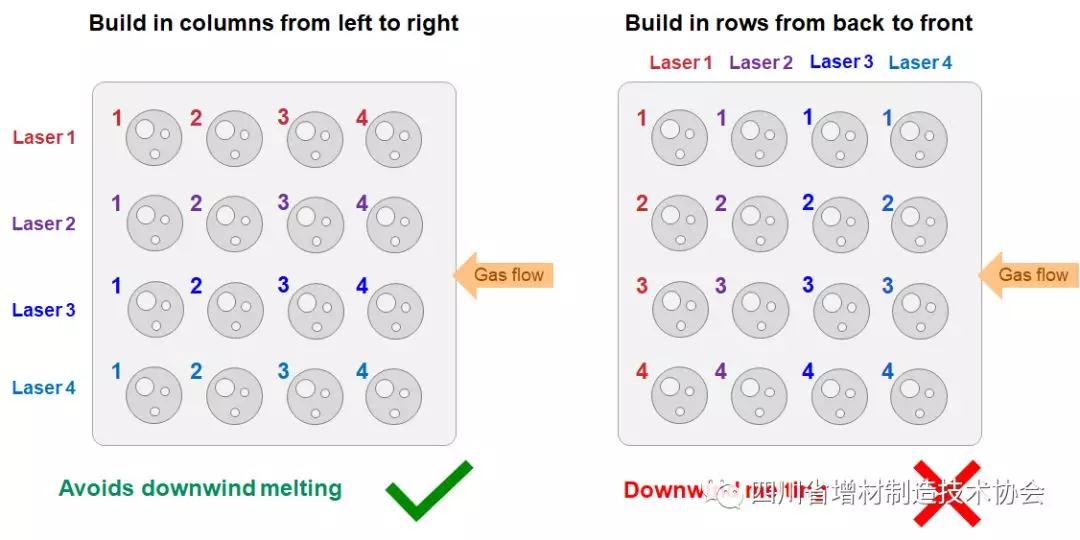
图19.多激光器设备批量生产多个零件示意图
-用多激光器设备生产单个大型零件
图20.多激光器设备生产单个大型零件样品图
可以尝试为每个激光器分配部件的水平区域来完全避免下风向处理,但这种方式的不足之处是,将在零件表面上有见证标记,并在区域边界处零件经过重新熔化。此外,采用这种激光策略时不太可能平等地使用所有的激光器,除非打印部件具有非常规则的形状。
更好的策略是使用符合熔池距离规则的策略,在整个部件中使用所有四个激光器。这种方法确保所有四个激光器保持工作的时间大约相同,从而最小化每个层的加工时间。使用单个激光来处理每个边界扫描是有意义的,这样将避免表面不连续。激光器保持彼此靠近,与下风向熔池之间的距离保持最小。在上方视频中可以看到这种策略的一个例子。
总结
多激光器3D打印技术具有更高的生产效率,然而多个激光器之间会产生相互作用,这种相互作用与它们之间的距离相关,并且在某些情况下,这种相互作用会对3D打印的部件质量产生不利影响。了解发生相互作用的机制则有助于合理规划多激光器3D打印设备的激光策略,以高效灵活的方式构建3D打印零件。
|



