金属增材制造过程中,由于材料经过了快速的熔化和凝固,熔池内部产生大的温度梯度和冷却速率,导致材料内部形成粗大的柱状晶组织(例如钛合金丝材的增材制造组织往往呈现粗大柱状晶特征)。
这些柱状晶不但引起增材制造材料的各向异性,而且导致增材制造材料的塑韧性、损伤容限和疲劳性能较低。因此,如何采用简单易行的工艺方法改善金属沉积成形组织,获得小尺寸等轴晶组织是金属增材制造技术推广应用中亟待解决的关键技术。
哈尔滨工程大学先进材料成形制造团队提出了一种在激光熔丝增材制造(Laser and wire additive manufacturing, LWAM)过程中引入超声振动(Ultrasonic vibration, UV)的金属增材制造技术,利用实验和模拟相结合的方法,研究了大功率超声能场对增材制造过程中钛合金的组织演化规律。
 ©Ultrasonics Sonochemistry ©Ultrasonics Sonochemistry
论文下载,请前往3D科学谷QQ群(106477771)
增材制造中施加超声冲击
 国家重点研发计划项目 国家重点研发计划项目
哈尔滨工程大学的相关结果以题为“Grain refining ofTi-6Al-4V alloy fabricated by laser and wire additive manufacturing assistedwith ultrasonic vibration”发表于近期的Ultrasonics Sonochemistry。论文第一作者为哈尔滨工程大学在读博士生袁丁,通讯作者为哈尔滨工程大学姜风春教授和果春焕副教授。
这项研究依托的项目是国家重点研发计划项目“大型金属制件超声微锻造辅助激光增材制造技术与装备”,该项目由哈尔滨工程大学牵头,北京三帝科技股份有限公司、鞍钢集团公司、清华大学和中国航空制造技术研究院等12家单位参与。
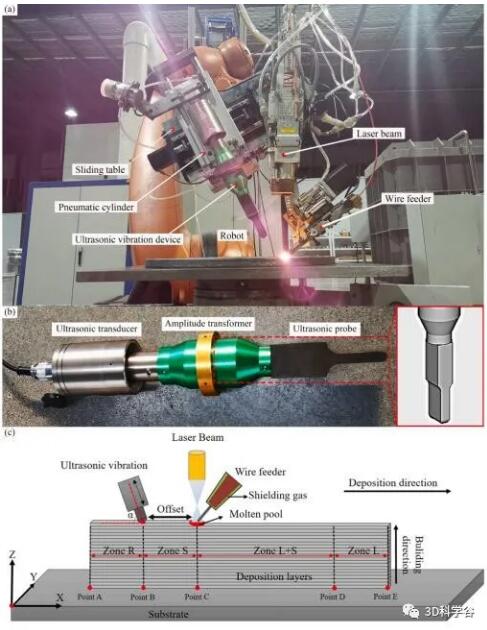 图1 超声能场辅助激光熔丝增材制造装置:(a) 总体布置图;(b) 超声振动装置;(c) 超声能场辅助激光熔丝增材制造过程示意图。 图1 超声能场辅助激光熔丝增材制造装置:(a) 总体布置图;(b) 超声振动装置;(c) 超声能场辅助激光熔丝增材制造过程示意图。
对钛合金增材制造构件组织和性能的调控
研究者在激光熔丝增材制造过程中同步施加了超声冲击作用,将超声能场引入增材制造沉积过程中(详见图1)。
 图2 超声振动辅助激光熔丝增材制造Ti-6Al-4V合金的沉积层形貌和显微组织观察:(a)、(b)分别为区域‘S’和区域‘L+S’Y-Z平面的显微组织;(c)、(d) 分别为区域‘S’和区域‘L+S’X-Z平面的显微组织。(e)、(f)为(d)中红框区域的放大图。 图2 超声振动辅助激光熔丝增材制造Ti-6Al-4V合金的沉积层形貌和显微组织观察:(a)、(b)分别为区域‘S’和区域‘L+S’Y-Z平面的显微组织;(c)、(d) 分别为区域‘S’和区域‘L+S’X-Z平面的显微组织。(e)、(f)为(d)中红框区域的放大图。
由于研制的超声冲击装置采用了创新结构设计,使超声波以真正的超声频率(20kHz)作用于熔池,发挥了大功率超声能场对凝固过程的作用效果,抑制了钛合金粗大柱状晶的形成(详见图2),实现了对钛合金增材制造构件组织和性能的调控。
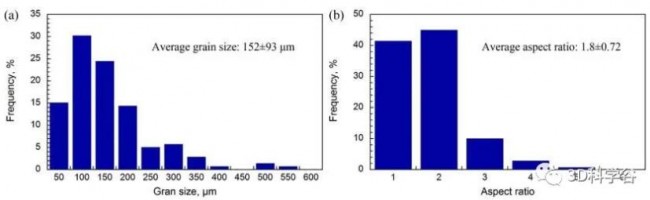 图3 区域‘L+S’顶层的初生β晶的晶粒尺寸和晶粒纵横比的定量统计 图3 区域‘L+S’顶层的初生β晶的晶粒尺寸和晶粒纵横比的定量统计
后续的研究表明,哈尔滨工程大学研究团队提出的超声能场辅助成形技术中的超声能场可通过对熔池的作用来实现金属构件的微观组织和性能控制。另外,超声波还可同时对金属沉积层进行冲击时效,实现金属构件残余应力的在线调控,减少大型复杂金属构件的变形开裂倾向。由此可见,该技术在大型金属构件高能束直接沉积增材制造中具有广泛的应用前景。
 图4 区域‘L+S’初生β晶的极图。 图4 区域‘L+S’初生β晶的极图。
上述试验结果证明,大功率超声能场的同步引入有效地抑制了钛合金初生β晶的外延生长趋势,细化了钛合金的晶粒结构,并且促使等轴晶的形成(详见图3 和图4)。
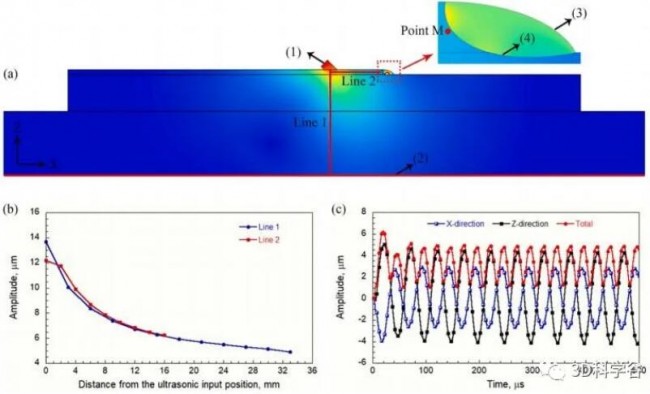 图5 (a)沉积层的位移场分布;(b)沿线1和线2的位移分布;(c)熔池附近点M位移时间曲线。 图5 (a)沉积层的位移场分布;(b)沿线1和线2的位移分布;(c)熔池附近点M位移时间曲线。
 图6 (a)不同时刻熔池内部声压分布云图;(b)熔池内部平均声压;(c)熔池内不同气泡半径变化曲线。 图6 (a)不同时刻熔池内部声压分布云图;(b)熔池内部平均声压;(c)熔池内不同气泡半径变化曲线。
为了研究超声振动对熔池内部的作用机制,研究人员运用有限元模拟方法对超声振动过程中熔池内部声压和声空化现象进行了数值计算,充分揭示了这种超声引入方式对熔池凝固过程作用的有效性(详见图5-图7)。
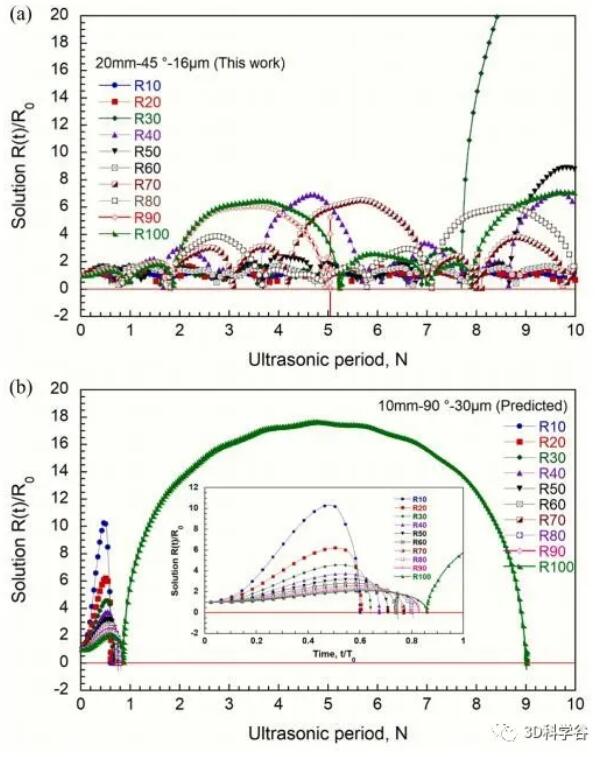 图7 不同超声振幅条件下熔池内部不同半径气泡的半径变化规律:(a) 0.125MPa (本文);(b)0.39MPa(预测)。 图7 不同超声振幅条件下熔池内部不同半径气泡的半径变化规律:(a) 0.125MPa (本文);(b)0.39MPa(预测)。
研究者成功地将超声能场以同步耦合的方式引入到金属激光熔丝增材制造过程中,研究结果表明,超声振动的引入对增材制造过程中的凝固组织将产生积极影响,能够有效抑制柱状晶的生长、弱化织构以及促使等轴晶的形成。
|



