增材制造-3D打印技术其中一个显著优势是在无需模具的情况下直接制造出零部件,随着3D打印材料的发展,增材制造质量控制水平的提升,3D打印技术正在从少量原型产品的制造,向最终零部件的批量制造方向发展。如果从这个角度来看,3D打印技术与模具制造技术似乎是一对矛盾, 两者之间有着替代关系。
但是同时,在发展的过程中3D打印技术凭借在实现复杂结构与无模具直接制造方面的优势,又被应用于模具制造当中,这些应用在提高模具全生命周期的综合价值中发挥了重要作用,典型的应用包括金属3D打印制造注塑模具随形冷却水路,粘结剂喷射技术直接制造发动机铸造砂芯等。
的确,3D打印技术与模具之间“废与立”的微妙关系正在发展中,一方面3D打印成就更复杂更具产品附加值的模具,另一方面,3D打印以直接制造产品的“无模”化优势正在“越过”模具制造环节。了解3D打印在模具领域的应用与发展趋势,这就需要对3D打印与模具如何发生密切的作用进行深入的了解。
l 欢迎在文后留言申请长期转载授权 l
3D打印提升模具性能
 各有千秋的3D打印技术 各有千秋的3D打印技术
3D打印包含各种不同的技术,分别被应用到随形冷却模具,熔模-精密铸造,陶瓷模具-精密铸造,砂型模具-重力铸造,快速模具等细分领域。
 图片:3D打印在模具领域的应用细分 图片:3D打印在模具领域的应用细分
应用到砂型模具的3D打印技术类别主要是3DP-粘结剂喷射3D打印技术和SLS选区激光烧结3D打印技术。
制造熔模的3D打印技术类别很多,包括SLA/DLP/CLIP,材料是光敏树脂;MJP/HSS,材料是尼龙;3DP粘结剂喷射3D打印技术,材料是亚克力(PMMA);SLS选区激光烧结技术,材料主要是尼龙;以及FDM-熔融沉积成型技术,材料主要是ABS。
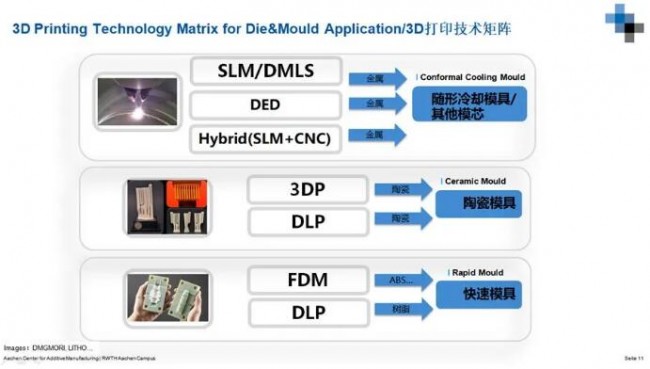
 图片:3D打印在模具领域的技术应用矩阵 图片:3D打印在模具领域的技术应用矩阵
用于制造随形冷却模具的3D打印技术包括,基于粉末床的选区激光熔化金属3D打印技术(LPBF)(包括SLM/DMLS/EBM技术),DED定向能量沉积金属3D打印技术,以及混合金属3D打印技术(通常基于CNC数控加工设备)。
用于制造陶瓷模具的3D打印技术包括3DP-粘结剂喷射3D打印技术和DLP-数字光处理3D打印技术。DLP-数字光处理3D打印技术通常将树脂材料与陶瓷材料混合打印出来,然后通过烧结将树脂材料燃烧掉,从而留下陶瓷材料,形成陶瓷制品。
 图片:3D打印在模具领域的技术应用矩阵 图片:3D打印在模具领域的技术应用矩阵
用于制造快速模具的3D打印技术通常包括FDM-熔融沉积成型技术以及DLP-数字光处理3D打印技术。在这方面,我们或许会疑惑,既然3D打印可以直接制造塑料产品,为什么还需要通过3D打印制造塑料材质的快速模具,再获得塑料产品呢?这其中的原因主要来自3D打印的塑料材料种类还十分有限,尤其是在产品的设计验证阶段,还不能完全实现真材制造(即3D打印的塑料与实际用于量产的塑料是一样的),那么在这种情况下,为了获得真材的验证,则需要通过3D打印快速模具来降低模具制造的成本与周期。
值得注意的是每种3D打印技术各有千秋,有的在尺寸方面有优势,有的在表面精度方面可以实现极为细节的精度,例如光固化工艺可以实现光滑精致的细节,从而被应用与首饰的失蜡法铸造方面。有的在膨胀率方面性能表现突出,例如PMMA亚克力材料用作熔模则不会发生“涨壳”情况。
 图片:3D打印随形冷却模具 图片:3D打印随形冷却模具
成就更好的模具
l 随形冷却模具
其中,以3D打印在随形冷却模具的应用中为一大典型应用。注射成型过程中,冷却所占比例约为成型周期的60%,因此冷却周期很大程度上直接影响到生产周期。生产周期的降低可以大幅度提高生产效率,从而节约对注塑机设备、场地和人员的投资。大幅降低制造成本,提高模具企业的利润。
传统生产加工中,我们所采用的冷却管道为横平竖直样式,很多区域受到现有加工技术限制不能做冷却管路,这样极大了影响了最终成型周期及产品质量。随形冷却采用粉末逐层烧结技术,这就赋予了设计的自由性,让管路随着产品的外形布局,让设计者不再受加工技术的限制,让所想即所见成为现实。
基于粉末床的选区激光熔化金属3D打印技术(LPBF)通常被用于加工随形冷却模具,这些模具的表面光洁度至关重要,因为它们将决定最终注塑零件的外观。因此,至关重要的是,在3D打印模具镶件时必须具有非常稳定的打印过程,以生产出高密度零件,从而在后加工后实现完美的表面光洁度,这些是3D打印技术本身最具挑战性的要求。
模具应用的另一个挑战是与增材制造工艺可以处理的材料相关,基于粉末床的选区激光熔化金属3D打印技术(LPBF)本质上是焊接过程,模具中常用的通过淬火达到硬化状态的材料由于焊接性能较差而在大多数情况下不适合通过3D打印来加工。在3D打印模具制造中,通常使用不用于模具制造但可以满足模具需求的金属材料,最常见的材料是马氏体时效钢。
在这方面,金属粉末供应商正在对新材料进行研究,以便满足模具的特定需求(硬度,耐腐蚀性等),同时仍可进行高质量的3D打印。
值得注意的是,3D打印的随形冷却模具镶件还可以用于压铸领域。总体来说,无论是注塑还是高压压铸,随形冷却设计和增材制造的结合通常都会简化模具设计。通过减少需要组装的部件的数量(称为组装加固),从而消除或减少密封的需要。尤其是,所有的注塑车间都目睹了密封失效的后果,并且非常了解与冷却泄漏有关的停机事件。
目前,在使用3D打印模具镶件的注塑和高压压铸公司内部看来,金属3D打印技术用于随形冷却模具制造已经成熟。我们将越来越多的看到金属3D打印不再仅仅用于原型设计部门,而是在生产环境中使用。
l 轮胎模具
根据GF 加工方案,在轮胎模具制造领域,3D打印技术有两个层面的应用:首先是复杂轮胎模具,尤其是高性能要求的冬季胎或雪地胎模具中的钢片制造,这一技术已在国内外轮胎模具大厂中投入使用;另一个层面是复杂花纹模具的一体化制造,即无需单独制造钢片、镶嵌钢片,虽然目前仍存在变形、成本高等应用难点,但这一应用在工序简化和提升轮胎性能方面极具优势。
3D打印的钢片仍面临着在模具中进行镶嵌的问题。当前,钢模多采取人工镶嵌的方式,即在模具型腔内加工出钢片槽,然后用人工将加工好的钢片镶进去。少量的钢片在模具制造中不成问题,但一副冬季胎模具经常需要动辄上千片的钢片,有些特殊设计的轮胎甚至使用了超过 4000 片钢片。
钢片镶嵌仍然是模具制造商十分困扰的问题,尤其伴随钢片数量增加而来的钢片距离减少,导致空间过小而难以施展,此问题对于距离小于 5~ 6mm 时特别明显。而通过金属3D打印技术直接制造整块复杂花纹模具,有望简化工序,克服目前钢片镶嵌中存在的困扰。事实上,增材制造行业里不乏此种尝试,但是大多停留在技术验证阶段,且并不具备量产性。
值得一提的是,在这方面,GF 加工方案提出了打印花纹块的增材制造解决方案,此方案由花纹块专用扫描策略和差异化层厚等两个具体改善措施组成,除了可以满足生产商对模具尺寸精度与表面光洁度的高要求,同时还能将单个花纹块的加工时间明显缩短,为花纹块制造的创新工艺提供可实现的产业化之路。
l 砂型模具
3D打印砂型模具方面,典型的产业化案例是宝马汽车。为了满足轻量化以及热管理性能的需求,宝马采用了3D打印技术来制造S58发动机缸盖的铸造砂芯。S58发动机的涡轮压气机和冷却管路都经过重新设计,升级的压缩机和由低温回路提供的间接中冷器,进一步增强了S58发动机的功率输出。该发动机还集成了三个散热器,以及独立的发动机机油冷却器、独立的变速器油冷却器。
宝马通过创新的3D打印模具技术在3-5天内实现从模型到产品,也可以通过创新的工艺、夹具、刀具以及整线自动化设计,实现新能源车关键零部件的柔性、高效生产。
在这方面,国际上voxeljet-维捷通过自动化3D打印复杂的砂模和砂芯(称为VJET X),为汽车关键零件生产领域提供集成的自动化增材制造解决方案。
竞合
l 成就与竞争
不过虽然3D打印成就更为复杂精密的模具,但是由于3D打印可以直接制造塑料与金属制品,3D打印对模具的替代作用也呈上升趋势。
在这方面,我们需要了解,3D打印对注塑模具的替代。3D打印与注塑竞争的可能性有多大?无疑,注塑工艺的优势在于大批量,而3D打印的优势在于小批量或者是用于非常复杂的设计。目前,要替代掉注塑工艺,3D打印的发展空间要么是小批量简单设计,要么是大批量非常复杂的设计。而3D打印技术要想在小批量简单产品的生产工艺上取得一席之地,就需要在打印价格方面更便宜。3D打印技术要想在大批量复杂产品的生产工艺上获得比注塑工艺更大的优势就需要打印速度更快。
另一方面,我们还需要了解,3D打印对MIM金属注射成型、铸造、压铸及锻造等工艺的替代,由于3D打印技术的发展十分迅速,今天3D打印技术上的某些劣势迅速被明天诞生的新优势所逾越,制造行业需要保持开放的态度对待3D打印技术的发展,模具制造商需要同时关注3D打印成就复杂模具和3D打印逾越模具这两个维度的发展以保持竞争力。
此外,他山之石可以攻玉,企业在发展过程中,除了加强自身的创新实力,寻求与市场上的优势资源相结合是另外一条加快发展的路径。在这里,Fraunhofer弗劳恩霍夫IPT工业生产技术研究所,Fraunhofer弗劳恩霍夫ILT激光研究所,RWTH亚琛工业大学等增材制造研究领域集中优势的研发资源,在3D打印方面通过亚琛增材制造中心(ACAM),连接增材制造研发领域的中坚力量,在全球范围内为制造企业提供欧洲领先科研机构多年来积累的增材制造专业技术,帮助企业应对增材制造技术在应用中的挑战。
l 参考资料:《钢片还是复杂花纹一体化模具? 3D打印在轮胎模具制造中的两种应用》作者:GF加工方案,http://www.3dsciencevalley.com/?p=20470
l AMPOWER与3D科学谷正在合作面向全球欧洲、美洲、亚洲市场发布的2020年全球增材制造研发市场报告,欢迎中国企业积极参于有关3D打印领域设备、软件、材料的研发市场调查,敬请关注3D科学谷扫码参与调研。
|



